




飞博激光:PAM点环能量可调激光器在白车身中的焊接应用

01
激光钎焊原理
激光钎焊利用激光作为热源,激光束经过聚焦后照射到焊丝表面使焊丝熔化,熔化的焊丝利用液态钎料润湿母材、填充接头间隙并与母材相互扩散,在界面层中生成均匀的固熔体及共晶组织,使之与工件间形成良好的冶金结合,即工件间的连接是通过钎焊层实现的,而母材本身不会被激光严重烧蚀损伤,因此焊缝成形美观、均匀一致,焊后仅需简单处理或者无需处理。

( 激光钎焊原理图 )
激光钎焊的优点:
1.
钎料熔化、母材不融化,焊接后的工件外形比较美观
2.
减少纯激光焊接缺陷,如气孔、裂纹、产品配合间隙过大等
3.
局部加热,不易产生热损伤,热影响区较小,接头光滑美观
4.
与点焊相比可以减少对镀锌层的熔化,减少腐蚀风险
5.
激光热源能量密度大,对于热输入可以控制和调节,焊接效率高,容易实现自动化
6.
车顶盖外板与侧围外板连接时,可取消车顶橡胶密封条的使用,既美观又节省成本

02
汽车白车身激光钎焊工艺
汽车白车身钎焊母材大多数以0.7mm的镀锌板为主,在自动化生产焊接过程中两块板子间隙只能控制在0.3mm以内,不能完全控制在0间隙,所以在焊接测试过程中需要找到能兼容0和0.3mm这两种间隙的最佳的工艺参数;飞博PAM点环能量可调激光器在点功率2300w、环功率2000w、焊接速度65mm/s、送丝速度5.1m/min的焊接工艺参数下,这两种间隙焊缝均光滑一致、无咬边、无虚焊、无气孔等缺陷,钎缝深度达到0.9mm左右、钎缝宽度达到3.4mm左右,满足其焊接要求。

▲ 0 间隙焊接效果图

▲ 0.3mm 焊接效果图
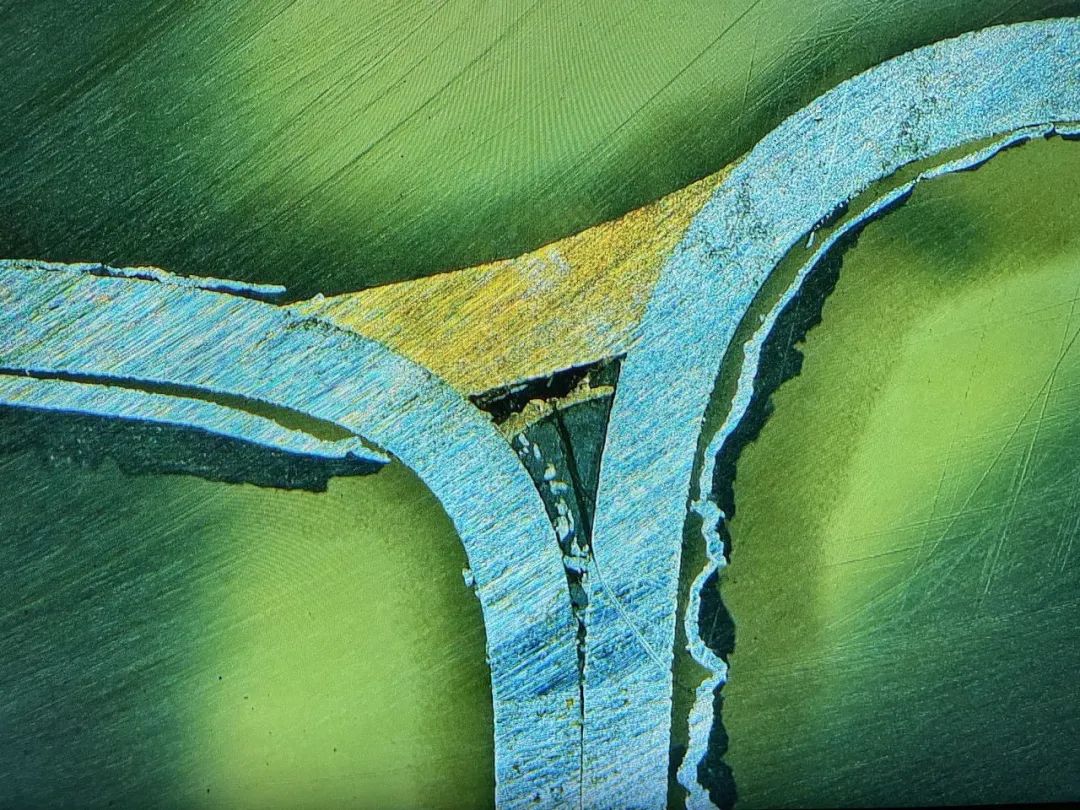
▲0间隙金相截面图
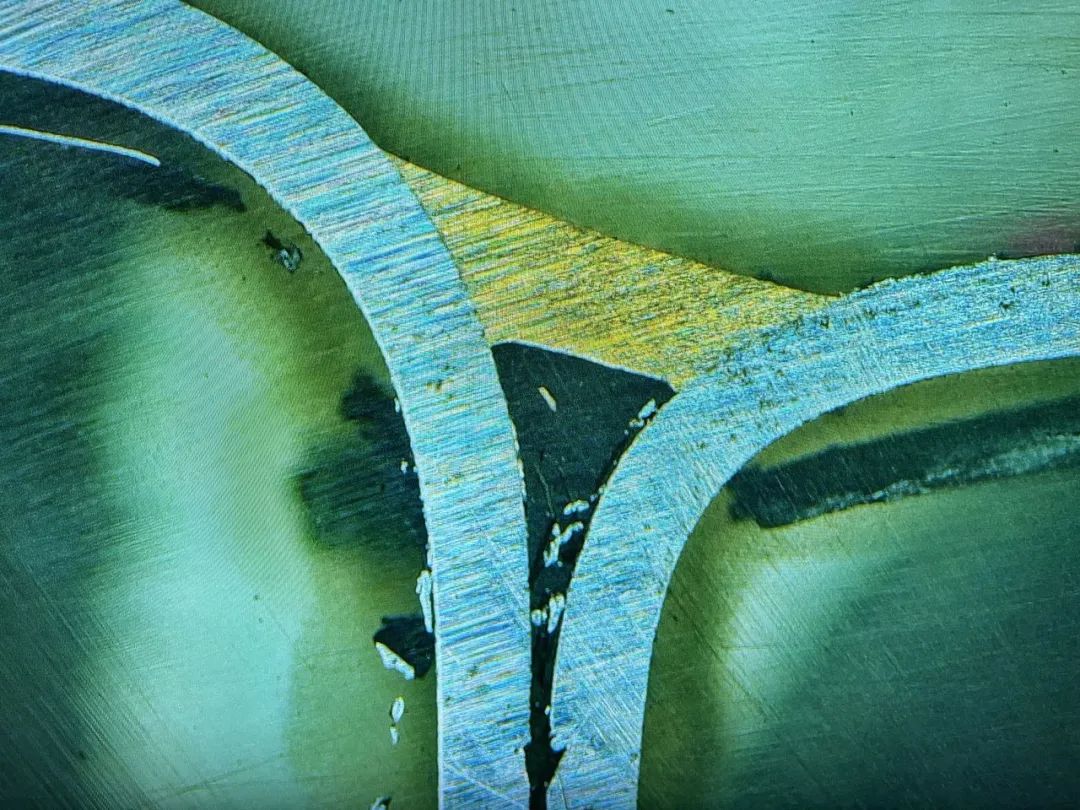
▲0.3mm间隙金相截面图

▲ 0.3mm间隙金相截面图
激光技术作为一种先进的加工技术,在汽车白车身中的制造应用,不仅节约了时间和成本,还提高了汽车质量的稳定性和可靠性,在未来汽车制造中,激光焊接技术将会得到更广泛的应用,并不断创新和拓展应用领域,促进汽车的生产更加高效、稳定、可靠!

以上文章内容来自飞博激光。如涉及作品内容、版权和其它问题,请在7日内与本平台联系(邮箱:2900646553@qq.com),我们将在第一时间给予处理!



-
5月13日相约武汉:2025第三届激光光纤产业技术峰会

2025第三届激光光纤产业技术峰会5月13日在武汉光谷召开
넶0 2025-04-27 -
5月13日相约武汉:2025第三届激光医疗与美容产业技术峰会
2025第三届激光医疗与美容产业技术峰会5月13日在武汉光谷召开
넶0 2025-04-27 -
5月13日相约武汉:2025第三届激光雷达产业技术峰会
2025第三届激光雷达产业技术峰会5月13日在武汉光谷召开
넶0 2025-04-27










-
- 2023-02-09
- 2022-10-11
- 2022-12-05
- 2022-10-22
- 2023-07-20
- 2023-02-10
- 2021-09-18
- 2023-02-10
